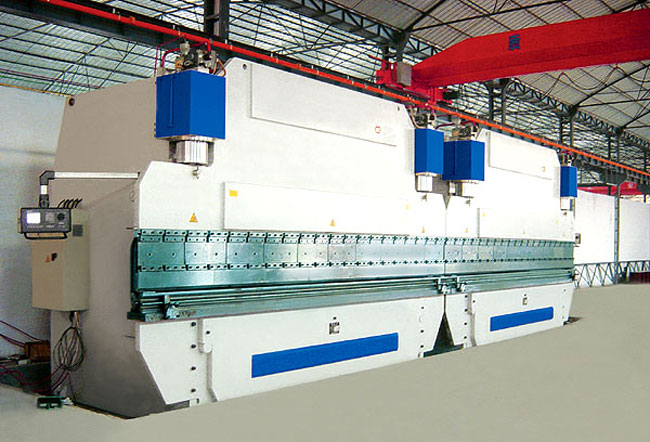


今天由小编继续给大家讲解一下数控折弯机常见的几个故障原因及分析,希望对大家有所帮助。
一、系统无压力或压力建不上去
1.油泵转向错误或油泵损坏
2.压力表是否损坏
3.压力控制阀有无电信号或阀堵塞
4.压力插装阀堵、卡,封不住油
5.充液阀卡住(滑块无慢下)
6.补偿放大器调的太小。
7.压力只能达到一定值,用直接给24V的方法判断是否阀油泵有问题
二、压力建的慢(REXROTH液压系统)
1.压力阀X口处阻尼孔可能堵起来了
2.压力阀处的插装阀可能动作不灵活
3.电气上可能的问题:用直接给电磁压力阀24V电压测试,或者用东西捣电磁压力阀阀芯测试
4.高压滤油器有没有堵塞
三、快下时有冲击声
1、导轨板松动引起的撞击声音
2、光栅尺黑片位置不对
3、快下前延时参数设置值太小
四、滑块无快下动作
1.快下阀有无电信号或卡住
2.电磁比例换向阀有无电信号或阀芯有无动作,卡住(检查反馈电压)
3.机械部分联接过紧,如导轨板太紧,油缸太紧
4.充液阀关闭,不能打开,从而吸不到油
5.光栅尺问题
6.脚踏开关是否完好,检查接线
7.慢下阀得电后将充液阀关闭,上腔吸不到油
五、滑块速度转换点停顿时间长
1.油缸上腔吸入空气,压力建立时间长(自吸管路漏气)
2.充液阀或自吸管路流量小,或者滑块快下速度过快而造成吸真空
3.充液阀没完全关闭,上腔压力减的慢。
4.慢下阀得电后将充液阀关闭,上腔吸不到油
5.比例阀中位不对导致开口不一样,走得不同步
6.将快下速度减小试验有没有停顿
7.快下压力的大小对充液阀关闭有影响,排除快下压力
8.工进前延时阶段压力参数调整
9.充液阀控制管路阻尼孔太小,形成压差
10.数控系统参数(慢下前延时)
11.数控系统参数(慢下增益参数减小)
更多的关于数控折弯机常见的故障原因分析请关注我们的官网:http://www.zwsbcj.com/